





Konsultacje dotyczące produktu
Twój adres e-mail nie zostanie opublikowany. Pola wymagane są zaznaczone *

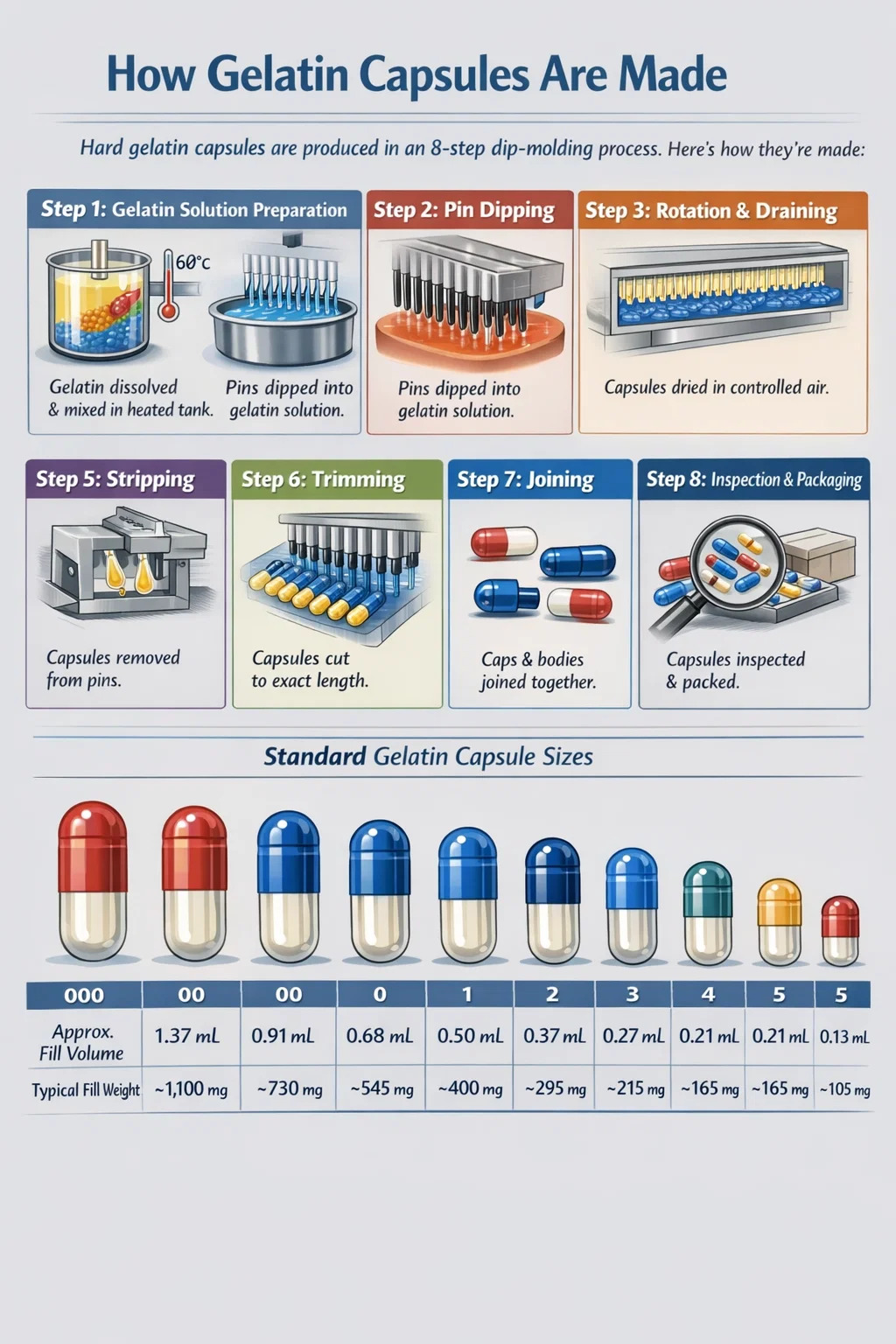
Kapsułki — w szczególności kapsułki żelatynowe — są wytwarzane w procesie formowania zanurzeniowego, podczas którego precyzyjnie zaprojektowane szpilki ze stali nierdzewnej są zanurzane w roztworze żelatyny o kontrolowanej temperaturze, pobierane, suszone, oddzielane, przycinane i łączone w celu utworzenia gotowej otoczki. Proces ten dotyczy twarde kapsułki żelatynowe (HGC) , które stanowią około 70–75% wszystkich kapsułek wyprodukowanych na świecie. Miękkie kapsułki żelatynowe (kapsułki żelowe) wykorzystują inną metodę kapsułkowania w matrycy obrotowej, w której jednocześnie formowana jest otoczka i materiał wypełniający.
Zwykle trwa cały cykl produkcyjny twardych kapsułek żelatynowych – od zanurzenia szpilki do gotowej otoczki 45 do 50 minut na cykl wsadowy na nowoczesnej zautomatyzowanej linii, posiadającej jedną maszynę produkcyjną zdolną wyprodukować ponad 1 milion otoczek kapsułek na godzinę. Zrozumienie tego procesu jest niezbędne dla producentów farmaceutycznych, marek nutraceutycznych, aptek zajmujących się sporządzaniem mieszanek oraz dla każdego, kto pozyskuje lub ocenia materiały do kapsułek.
Kapsułka żelatynowa to otoczka wykonana głównie z żelatyny – białka pochodzącego z częściowej hydrolizy kolagenu pochodzącego z kości, skór i tkanki łącznej zwierząt, najczęściej pochodzenia bydlęcego lub świńskiego. Powłoka rozpuszcza się w płynach żołądkowych znajdujących się w jej wnętrzu 3 do 10 minut skutecznie uwalniając swoją zawartość do układu pokarmowego.
Kapsułki żelatynowe dominują na rynku farmaceutycznym i suplementów z kilku wymiernych powodów:
W produkcji komercyjnej istnieją dwa podstawowe typy kapsułek żelatynowych: twarde kapsułki żelatynowe i miękkie kapsułki żelatynowe. Ich procesy produkcyjne są zasadniczo różne, a ich zastosowania odzwierciedlają te różnice.
Przed zbadaniem procesu produkcyjnego konieczne jest zrozumienie materiałów wejściowych, które bezpośrednio decydują o jakości otoczki, wydajności rozpuszczania i zgodności z przepisami.
Żelatyna farmaceutyczna stosowana do produkcji kapsułek musi spełniać specyfikacje określone w Farmakopei Stanów Zjednoczonych (USP), Farmakopei Europejskiej (Ph. Eur.) i Farmakopei Japońskiej (JP). Kluczowe parametry jakościowe obejmują:
Czyste łupiny żelatynowe byłyby zbyt kruche, aby można było je praktycznie obsługiwać. Plastyfikatory dodaje się w celu zapewnienia elastyczności. W przypadku kapsułek twardych zawartość plastyfikatora jest minimalna (poniżej 1–2%). W przypadku miękkich kapsułek żelatynowych stężenie plastyfikatora jest zwykle znacznie wyższe 20–30% preparatu otoczki . Najpopularniejszym plastyfikatorem jest gliceryna, a sorbitol stosowany jest w zastosowaniach wrażliwych na wilgoć.
Dwutlenek tytanu stosowany jest jako środek zmętniający, aby zapobiec degradacji światłoczułej materiałów wypełniających. Zatwierdzone barwniki (barwniki FD&C, tlenki żelaza, naturalne pigmenty, takie jak annato lub karmin) dodaje się do roztworu żelatyny przed zanurzeniem. Pojedyncza otoczka kapsułki może zawierać 0,01% do 2% wag. dwutlenku tytanu w zależności od wymaganego stopnia krycia.
Głównym rozpuszczalnikiem do rozpuszczania żelatyny jest woda oczyszczona (spełniająca standardy USP lub Ph. Eur.). Roztwór żelatyny stosowany do maczania zazwyczaj zawiera 30–40% wag. stałej żelatyny rozpuszczonej w wodzie , utrzymywaną w temperaturze 50–60°C, aby utrzymać roztwór o odpowiedniej lepkości do zanurzania.
Niektórzy producenci dodają do masy żelatynowej niskostężone antybakteryjne środki konserwujące, takie jak dwutlenek siarki (SO₂), aby zapobiec zanieczyszczeniu mikrobiologicznemu podczas przetwarzania. Dopuszczalny poziom w gotowej żelatynie wynosi zazwyczaj nie więcej niż 50 mg/kg za Ph.Eur. specyfikacje.
Produkcja twardych otoczek kapsułek żelatynowych przebiega według ściśle kontrolowanej sekwencji etapów. Każda faza zachodzi w dedykowanej sekcji zautomatyzowanej maszyny do wytwarzania kapsułek (takiej jak te produkowane przez Capsugel, ACG lub Qualicaps). Oto szczegółowy opis każdego etapu:
Granulki żelatyny o jakości farmaceutycznej odważa się i rozpuszcza w oczyszczonej wodzie, stosując naczynie mieszające z płaszczem i kontrolowanym ogrzewaniem. Rozwiązanie zostało doprowadzone do 60–70°C przy ciągłym mieszaniu przez 2–4 godziny, aż do uzyskania pełnej jednorodności. Na tym etapie dodaje się barwniki, środki zmętniające i wszelkie substancje pomocnicze. Końcowy roztwór odgazowuje się pod próżnią, aby usunąć pęcherzyki powietrza, które w przeciwnym razie utworzyłyby dziury w gotowej skorupie. Roztwór następnie przenosi się do zbiornika do przechowywania, w którym utrzymuje się temperaturę 50–55°C aby zapobiec przedwczesnemu żelowaniu przy jednoczesnym zachowaniu właściwej lepkości do zanurzania.
Podstawą produkcji kapsułek twardych jest proces formowania zanurzeniowego. Kołki ze stali nierdzewnej lub mosiądzu — precyzyjnie obrobione zgodnie z dokładnymi wymiarami każdego rozmiaru kapsułki (rozmiar 000 do rozmiaru 5, z odpowiadającymi objętościami od 1,37 ml do 0,13 ml) — są rozmieszczone w prętach, w których znajdują się setki szpilek. Te sworznie są najpierw czyszczone, sprawdzane i wstępnie smarowane środkiem antyadhezyjnym (zwykle środkiem smarującym do pleśni na bazie cetrimidu lub podobnych środków), aby ułatwić usunięcie kapsułek.
Następnie pin bary zanurza się w roztworze żelatyny o kontrolowanej temperaturze. Zbiornik zanurzeniowy utrzymywany jest w godz 45–50°C aby zapewnić równomierne pokrycie szpilek żelatyną. Sworznie korpusu i sworznie kołpaka są zanurzane osobno, ponieważ mają nieco inne wymiary — kołpak ma nieznacznie większą średnicę, aby korpus mógł wsuwać się do środka i blokować podczas łączenia. Głębokość zanurzania i prędkość wyciągania są precyzyjnie kontrolowane, aby uzyskać jednolitą grubość ścianki skorupy 0,09 do 0,12 mm .
Natychmiast po zanurzeniu, pin bary są odwracane i powoli obracane. Ten obrót zapewnia równomierne rozprowadzenie filmu żelatynowego na całej powierzchni szpilki, zapobiegając gromadzeniu się na końcówce. Podczas tej fazy nadmiar żelatyny spływa z powrotem do zbiornika zanurzeniowego, co ogranicza straty materiału.
Powlekane szpilki przechodzą przez szereg suszarek, w których nad folię żelatynową kierowane jest klimatyzowane powietrze o precyzyjnie kontrolowanej temperaturze i wilgotności. Warunki suszenia są typowe 20–25°C przy wilgotności względnej utrzymywanej na poziomie 30–45% . Zbyt szybkie suszenie powoduje pękanie; niedostateczne suszenie powoduje, że muszle stają się miękkie i lepkie. Tunel suszący na nowoczesnym zautomatyzowanym urządzeniu może być Długość efektywna od 30 do 50 metrów z wieloma strefami temperatury i wilgotności, aby osiągnąć stopniowe i równomierne suszenie. Ten etap zazwyczaj trwa 30–40 minut całkowitego czasu przebywania w tunelu.
Po wysuszeniu do odpowiedniej zawartości wilgoci (zwykle 13–16% wag na tym etapie) półsztywne otoczki żelatynowe są mechanicznie ściągane z szpilek za pomocą gumowych szczęk do ściągania izolacji, które chwytają i ściągają otoczkę bez zniekształceń. Jest to krytyczny krok — wszelkie nierówności powierzchni sworznia lub niewystarczające smarowanie spowodują rozdarcie lub zniekształcenie w tym miejscu.
Pozbawione muszli mają nierówny otwarty koniec (koniec, który znajdował się na końcu szpilki). Precyzyjne noże obrotowe przycinają każdą skorupę na dokładnie określoną długość. Długość korpusu i wieczka twardej kapsułki żelatynowej są standardowo określone — na przykład kapsułka w rozmiarze 0 ma długość korpusu 18,0 mm i długość czapki 11,7 mm (przybliżone wymiary standardowe; dokładne specyfikacje różnią się w zależności od producenta). Dokładność przycinania mieści się zazwyczaj w granicach ±0,3 mm.
Przycięte korpusy i zatyczki są podawane do sekcji łączenia, gdzie są wstępnie blokowane: korpus wsuwa się w zakrętkę do pozycji wstępnego blokowania, utrzymując je razem jako puste skorupy podczas operacji przenoszenia i napełniania. Wstępnie zamknięte kapsułki można łatwo oddzielić za pomocą maszyn napełniających w celu napełnienia, a następnie całkowicie zamknąć po zakończeniu napełniania. Mechanizm łączący wykorzystuje prowadnice i popychacze do wciskania korpusu w nakrętkę na kontrolowanej głębokości.
Gotowe, puste otoczki kapsułek żelatynowych przechodzą przez zautomatyzowane systemy kontroli wyposażone w kamery i czujniki wykrywające widoczne defekty — dziurki, podwójne ścianki, pęknięcia, wgniecenia i niespójności kolorów. Wskaźniki odrzuceń na dobrze utrzymanych nowoczesnych liniach są zazwyczaj niższe 0,5% . Przyjmowane muszle są pakowane luzem w torebki foliowe w kartonach i przechowywane w kontrolowanych warunkach 15–25°C i 35–65% wilgotności względnej w celu utrzymania integralności skorupy przez cały okres przydatności do spożycia (zwykle 3–5 lat).
Twarde kapsułki żelatynowe produkowane są w standardowych rozmiarach, każdy odpowiadający określonej pojemności wypełnienia. Wybór prawidłowego rozmiaru jest kluczową decyzją dotyczącą receptury.
| Rozmiar kapsułki | Przybliżona objętość napełniania (ml) | Typowa masa wypełnienia (mg) przy gęstości 0,8 g/ml | Typowe zastosowania |
|---|---|---|---|
| 000 | 1.37 | ~1100 | Wysokie dawki weterynaryjne, nutraceutyki |
| 00 | 0.91 | ~730 | Olej rybny, ekstrakty ziołowe |
| 0 | 0.68 | ~545 | Najpopularniejszy rozmiar suplementu OTC |
| 1 | 0.50 | ~400 | Produkty farmaceutyczne Rx |
| 2 | 0.37 | ~295 | Preparaty średniodawkowe |
| 3 | 0.27 | ~215 | Silne API, preparaty pediatryczne |
| 4 | 0.21 | ~165 | Leki o bardzo dużej sile działania |
| 5 | 0.13 | ~105 | Noworodki i mikrodawkowanie |
Miękkie kapsułki żelatynowe (softgels) produkowane są przy użyciu proces kapsułkowania matrycy obrotowej , wynaleziony przez Roberta Pauli Scherera w 1933 roku. W przeciwieństwie do produkcji kapsułek twardych, proces softgelu tworzy jednocześnie otoczkę i otacza materiał wypełniający w ciągłej operacji.
Ciepłą masę żelatynową (zawierającą żelatynę, plastyfikator – zazwyczaj glicerynę i/lub sorbitol w ilości 20–30% suchej masy żelatyny – oraz wodę) rozprowadza się na chłodzonych bębnach odlewniczych, tworząc ciągłe wstęgi żelatynowe o kontrolowanej grubości, zwykle Grubość od 0,5 do 1,2 mm . Jednocześnie powstają dwie wstęgi – po jednej na każdą połówkę kapsułki.
Dwie wstęgi żelatynowe są podawane z przeciwnych stron do obrotowego mechanizmu matrycowego składającego się z dwóch przeciwbieżnych rolek matrycowych. Gdy wstęgi zbiegają się na matrycach, materiał wypełniający (płyn, zawiesina lub pasta) jest wtryskiwany z pompy napełniającej poprzez klinowy mechanizm wtryskowy umieszczony pomiędzy wstęgami. Matryce stemplują i uszczelniają żelatynę wokół materiału wypełniającego, zwykle za pomocą ciepła i ciśnienia 37–40°C na powierzchni matrycy — jednocześnie odcinając kapsułkę od wstęgi. W ten sposób w jednej operacji powstaje hermetycznie zamknięta kapsułka.
Zawierają świeżo uformowane kapsułki żelowe 30–40% wilgoci i należy je wysuszyć. Są przenoszone do suszarek bębnowych – dużych obracających się bębnów z klimatyzowanym przepływem powietrza – gdzie są stale bębnowane 2–4 godziny aby zapobiec sklejaniu się i zapewnić równomierne suszenie. Późniejsze suszenie tacy może być kontynuowane przez 24–48 godzin w kontrolowanym środowisku, aż skorupa osiągnie równowagową zawartość wilgoci wynoszącą około 6–10% wag .
Wypełnienie miękkiej kapsułki żelatynowej musi być płynne lub półstałe w temperaturach przetwarzania. Materiały niekompatybilne z wypełnieniem softgel obejmują:
Kapsułki z hydroksypropylometylocelulozy (HPMC) — zwane także kapsułkami wegetariańskimi lub wegańskimi — zyskały znaczny udział w rynku jako alternatywa dla kapsułek żelatynowych, szczególnie w przypadku produktów przeznaczonych dla konsumentów wegetariańskich, wegańskich, halal i koszernych. W procesie produkcji kapsułek HPMC zastosowano tę samą zasadę formowania zanurzeniowego, ale istnieją istotne różnice.
| Parametr | Kapsułka żelatynowa | Kapsuła HPMC |
|---|---|---|
| Materiał skorupy | Żelatyna pochodzenia zwierzęcego | Polimer celulozowy pochodzenia roślinnego |
| Czas rozpuszczania (żołądek) | 3–10 minut | 15–30 minut |
| Wrażliwość na wilgoć | Wysoka (krucha poniżej 12% RH, miękka powyżej 65% RH) | Niższy — bardziej stabilny w całym zakresie RH |
| Koszt na jednostkę | 0,01–0,05 USD | 0,03–0,10 USD (około 2–3 razy więcej) |
| Kompatybilność prędkości napełniania | Doskonały — działa na wszystkich standardowych wypełniaczach | Dobrze — może wymagać dostosowania prędkości |
| Ryzyko cross-linkingu | Tak – aldehydy i cukry redukujące mogą sieciować powłokę | Nie – nie ulega sieciowaniu |
| Przydatność dietetyczna | Nie nadaje się dla wegan/wegetarian | Odpowiednie dla wszystkich preferencji dietetycznych |
Jednym z najbardziej praktycznych wyzwań w produkcji i formułowaniu kapsułek żelatynowych jest sieciowanie powłoki — reakcja chemiczna, podczas której związki zawierające aldehydy (z substancji pomocniczych, materiałów wypełniających lub opakowań) reagują z grupami aminowymi w łańcuchach białek żelatyny, tworząc wiązania kowalencyjne, które nadają otoczce sztywną i odporną na rozpuszczanie.
Usieciowane otoczki żelatynowe mogą przejść wstępne testy rozpuszczania, ale później nie 3–6 miesięcy przechowywania , stwarzając poważne ryzyko związane z biodostępnością, które często nie jest wykrywane do czasu zaawansowania badań stabilności. Aby rozwiązać ten problem, opracowano dwupoziomowy test rozpuszczania USP: kapsułki, które nie spełniają standardowych kryteriów rozpuszczania, są ponownie testowane w obecności enzymów (pepsyny lub pankreatyny) w celu ustalenia, czy przyczyną jest usieciowanie.
Znane czynniki wyzwalające sieciowanie w systemach kapsułek żelatynowych obejmują:
Strategie łagodzące obejmują zastąpienie laktozy cukrami nieredukującymi (np. mannitolem lub celulozą mikrokrystaliczną), stosowanie w opakowaniach środków osuszających i obojętnych gazów z fazy gazowej nad roztworem, wybieranie kapsułek HPMC do preparatów wrażliwych na aldehydy oraz przeprowadzanie przyspieszonych testów stabilności w temperaturze 40°C/75% RH przez 6 miesięcy jako standardowy protokół.
Producenci kapsułek zaopatrujący przemysł farmaceutyczny muszą działać w ramach cGMP (aktualna Dobra Praktyka Produkcyjna) przepisami określonymi w FDA 21 CFR Części 210/211 (USA), EudraLex Tom 4 (UE) lub równoważnymi wytycznymi krajowymi. System kontroli jakości produkcji kapsułek żelatynowych obejmuje kilka wymiarów:
Oprócz standardowych twardych i miękkich kapsułek żelatynowych, branża kapsułek opracowała specjalistyczne warianty spełniające określone wymagania dotyczące dostarczania leków. Modyfikacje te wprowadza się albo podczas wytwarzania skorupy, albo w ramach obróbki poprodukcyjnej.
Standardowe kapsułki żelatynowe szybko rozpuszczają się w kwasie żołądkowym (pH 1–2). W przypadku leków, które są nietrwałe w środowisku kwaśnym lub muszą zostać dostarczone do jelita, kapsułki żelatynowe powleka się po napełnieniu polimerami dojelitowymi, takimi jak ftalan hydroksypropylometylocelulozy (HPMCP), octanoftalan celulozy (CAP) lub Eudragit L100 . Powłoki te pozostają nienaruszone przy pH żołądka poniżej 5,0, ale rozpuszczają się przy pH jelit powyżej 5,5–6,0, umożliwiając ukierunkowane uwalnianie w jelitach.
Twarde kapsułki żelatynowe można napełniać preparatami płynnymi lub półstałymi — jest to technologia łącząca prostotę wytwarzania twardych kapsułek z zaletami biodostępności tradycyjnie kojarzonymi z kapsułkami typu softgel. Płynne wypełnienia do twardych kapsułek muszą być niewodne lub zawierają mniej niż 10% wody aby zapobiec zmiękczeniu skorupy. Po napełnieniu kapsułki zamyka się za pomocą opaski (opaska żelatynowa nakładana wokół połączenia nakrętka-korpus), zgrzewania lub zgrzewania wirowego. Format ten okazał się szczególnie użyteczny w poprawianiu biodostępności słabo rozpuszczalnych leków klasy II i IV BCS poprzez systemy dostarczania leków na bazie lipidów (LBDDS).
Oprócz HPMC dostępne są alternatywne materiały powłoki do określonych zastosowań. Kapsułki Pullulan (wykonane ze sfermentowanej tapioki) oferują doskonałe właściwości barierowe dla tlenu – szybkość przenikania tlenu w przybliżeniu 10 razy niższa niż żelatyna — dzięki czemu nadają się do materiałów wypełniających bardzo wrażliwych na utlenianie. Kapsułki na bazie skrobi to kolejna alternatywa niezawierająca zwierząt, ale są rzadziej stosowane ze względu na większą kruchość i wyzwania związane z przetwarzaniem.
Sama otoczka kapsułki żelatynowej nie jest zwykle stosowana do uzyskania zmodyfikowanego uwalniania — ta funkcja jest zwykle wbudowana w wypełnienie (peletki powlekane, minitabletki, granulki o kontrolowanym uwalnianiu). Jednakże kapsułka żelatynowa jest idealnym pojemnikiem do przechowywania wielu populacji peletek o różnych profilach uwalniania. Na przykład twarda kapsułka żelatynowa o rozmiarze 0 może zawierać mieszankę Peletki o natychmiastowym uwalnianiu i 8-godzinnym przedłużonym uwalnianiu w pojedynczej kapsułce, tworząc dwufazowy profil uwalniania w prostym etapie produkcyjnym.
Pusta otoczka kapsułki żelatynowej to tylko część historii. Proces napełniania – przeprowadzany u producentów farmaceutycznych, organizacji zajmujących się opracowywaniem i produkcją kontraktów (CDMO) lub w aptekach – ma równie kluczowe znaczenie dla jakości produktu końcowego.
Przemysłowe napełniacze kapsułek (od producentów takich jak IMA, Bosch/Syntegon i MG America) działają w trybie ciągłym lub przerywanym. Otwierają wstępnie zamknięte otoczki kapsułek, napełniają korpus dawką proszku, granulatu lub płynu, a następnie zamykają i wyrzucają napełnioną kapsułkę. Wydajność dla wysokoobrotowych wypełniaczy obrotowych waha się od 150 000 do 500 000 kapsułek na godzinę . Kontrolę wahań masy osiąga się za pomocą automatycznych wag kontrolnych, które zazwyczaj odrzucają kapsułki poza tolerancją specyfikacji ±5% docelowej masy wypełnienia do wypełnień w proszku.
W przypadku mieszania małych partii lub produkcji w ramach badań klinicznych płyty do napełniania kapsułek (Torpac, Capsule Machine) umożliwiają ręczne napełnianie 50 do 300 kapsułek na partię . Półautomatyczne wypełniacze stołowe wypełniają lukę, ułatwiając obsługę 5 000 do 50 000 kapsułek na godzinę i są powszechne w małych zakładach farmaceutycznych i specjalistycznych warunkach mieszania.
Napełnianie kapsułek z twardej żelatyny musi odbywać się w kontrolowanych warunkach. Najbardziej krytycznym parametrem jest wilgotność względna: otoczki żelatynowe stają się zbyt kruche, aby można było nimi manipulować poniżej 30% wilgotności względnej i zbyt miękki i lepki powyżej 60% wilgotności względnej . Standardowe warunki napełniania są 20–25°C i 40–55% wilgotności względnej . W wilgotnym klimacie wypełnianie pomieszczeń wymaga aktywnego osuszania za pomocą zatwierdzonych systemów HVAC.
W przypadku firm farmaceutycznych, marek nutraceutycznych i CDMO wybór odpowiedniego dostawcy kapsułek żelatynowych wymaga oceny pod wieloma względami wykraczającymi poza podstawową cenę za tysiąc kapsułek.
Twój adres e-mail nie zostanie opublikowany. Pola wymagane są zaznaczone *
Jeśli chcesz dowiedzieć się więcej o naszych produktach, skontaktuj się z nami, a my dołożymy wszelkich starań, aby Ci pomóc.

